


American manufacturing stands at a crossroads. After years of promises about reshoring and industrial revival, the sector faces a harsh reality: tariffs designed to boost domestic production have instead created new pressures.
Manufacturing contracted for six straight months through August 2025, with business leaders citing uncertainty and rising costs as primary obstacles. One manufacturer in the electrical equipment sector reported laying off 15% of its US workforce, noting that “Made in the USA has become even more difficult due to tariffs on many components.”
Yet beneath this challenging surface lies an unexpected opportunity.
The warehouse, long dismissed as mere storage space, has emerged as the most undervalued asset in manufacturing strategy. While policy debates focus on production floors and automation lines, the smartest manufacturers are quietly investing in intelligent warehouse systems that deliver measurable competitive advantages.
Why Should Manufacturers Invest in Warehouses in 2026?
The connection between warehouse capability and manufacturing success has never been clearer. Supply chain disruptions cost manufacturers an average of 45% of one year’s profits over a decade.
When production lines halt because materials arrive late or inventory sits in the wrong location, the financial damage compounds quickly. Warehouses now function as the critical buffer that keeps factories running despite external volatility.
Consider the current environment. Tariff policies shift with court rulings and political changes. Material costs fluctuate unpredictably. Labor shortages persist across the sector. In this context, warehouse investment offers manufacturers something rare: direct control over a variable they can actually manage. Unlike tariff rates or commodity prices, warehouse operations respond immediately to strategic decisions and technological improvements.
You can’t control tariffs or material costs, but you can control your warehouse.
Let’s turn your operations into a buffer against volatility.
The numbers support this view. Modern data intelligence platforms achieve 99.9% inventory accuracy while cutting manual stock counting by 80% and reducing stockholding time by 30%. These gains translate directly into manufacturing benefits. When materials arrive at production lines exactly when needed, manufacturers avoid both the costs of excess inventory and the production delays from stockouts. The warehouse becomes an active participant in manufacturing flow rather than a passive endpoint.
Demand patterns reinforce the case. Industrial real estate absorption reached 60 million square feet in the third quarter of 2025, the highest level since early 2023.
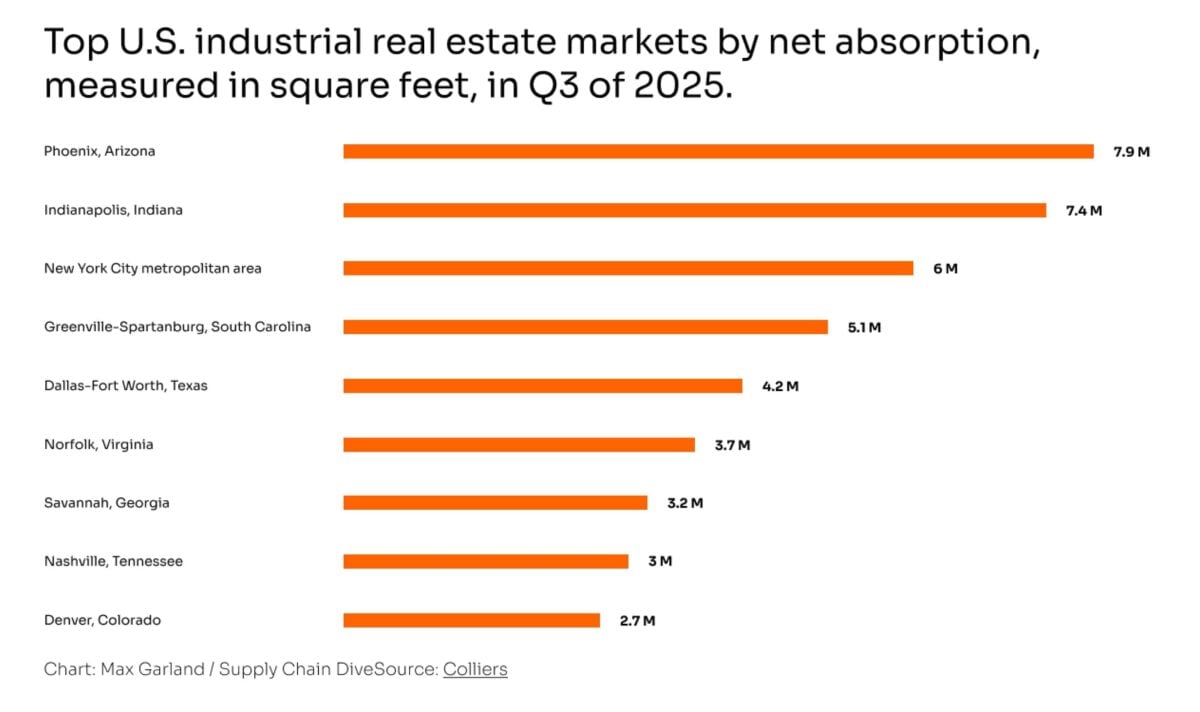
Phoenix and Indianapolis led growth, driven by large distribution facilities and build-to-suit projects. Major retailers and e-commerce companies continue expanding warehouse networks despite economic uncertainty. This activity reflects a fundamental shift: companies recognize that distribution capability matters as much as production capacity.
Manufacturers who treat warehouses as afterthoughts find themselves unable to respond when customers demand faster delivery or when suppliers face disruptions. Those who invest in warehouse intelligence gain flexibility that translates into market advantages. They can absorb demand spikes, manage supplier variability, and adjust to changing customer requirements without expensive emergency measures.
Financial logic supports warehouse investment even in tight budget environments. The capital required for warehouse improvements typically runs far below the cost of new production equipment or facility expansion. A manufacturer spending millions on robotic assembly might invest a fraction of that amount to optimize warehouse operations and see returns within months rather than years. The payback period for warehouse technology often measures in quarters, not decades.
Location matters differently now. Prologis President Dan Letter noted that customers have “become more desensitized to the short-term noise as they look at making long-term decisions.”
Well-capitalized companies lead this trend, with smaller manufacturers following. Strategic warehouse placement near transportation hubs or customer concentrations can offset some cost pressures from tariffs by reducing logistics expenses and delivery times.
How to Get the Most Out of a Warehouse Facility
Maximum warehouse value requires moving beyond traditional approaches. Storage density and picking speed still matter, but the real gains come from treating the warehouse as an information system that happens to handle physical goods.
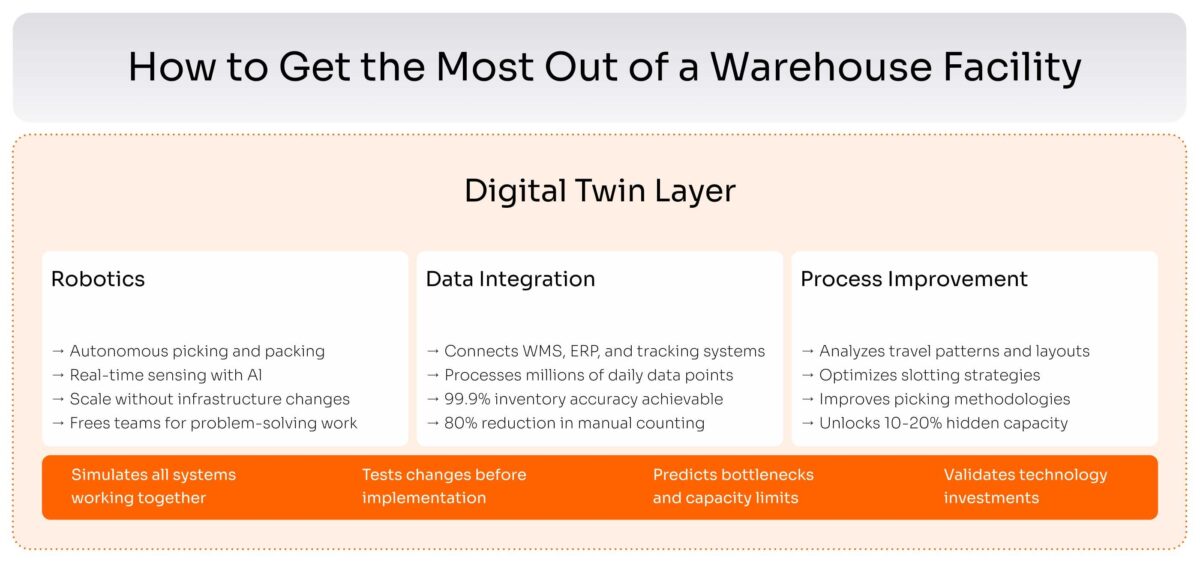
Robotics form the foundation. Modern warehouse robots do far more than move pallets. They combine autonomous mobility with real-time sensing and artificial intelligence to manage picking, packing, and cycle counting tasks that once consumed hours of manual labor.
For manufacturers, this capability means higher throughput and faster material access. When production needs a specific component, intelligent robotic systems locate and deliver it without human intervention, eliminating the delays that disrupt manufacturing schedules.
The flexibility advantage proves particularly valuable. Demand fluctuates, product mixes change, and customer requirements evolve. Robotic warehouse systems scale capacity up or down without major infrastructure modifications. A manufacturer facing seasonal peaks can increase warehouse activity to match without hiring and training temporary staff, then scale back during slower periods. This adaptability matters more in uncertain markets where traditional capacity planning fails.
Data integration separates high-performing warehouses from mediocre ones. Warehouses generate millions of data points daily through sensors, scanners, and tracking systems. Converting this information into intelligence requires platforms that integrate across warehouse management systems, enterprise resource planning software, and real-time location services.
When these systems communicate effectively, you gain visibility into exactly where materials sit, how quickly inventory moves, and where bottlenecks form.
The practical benefits extend throughout operations. Production planners can see real-time inventory availability and schedule manufacturing runs accordingly. Purchasing teams identify slow-moving stock before it becomes obsolete. Quality control can trace materials back through receiving and storage if problems emerge. This comprehensive visibility reduces the guesswork that leads to excess safety stock and emergency expediting.
Process optimization follows naturally from good data. Manufacturers can analyze travel patterns within the warehouse to identify inefficient layouts, study order profiles to improve slotting strategies, and model different picking methodologies to find the approach that maximizes throughput for their specific product mix. These improvements compound over time as the system learns from operational data and suggests refinements.
Labor management improves when warehouse systems provide accurate performance data. Instead of rough estimates about worker productivity, managers see precise metrics on pick rates, travel distances, and task completion times. This information supports better training, identifies process problems, and enables fair performance evaluation. Workers benefit too, as optimized layouts and intelligent task assignment reduce the physical demands and frustration of inefficient warehouse operations.
Space utilization often reveals unexpected opportunities. Many manufacturers operate warehouses at 60-70% of theoretical capacity due to poor organization and unclear inventory visibility. Intelligent systems can unlock 10-20% more capacity from existing footprints through better slotting and layout optimization. This improvement delays or eliminates the need for costly facility expansion while supporting business growth.
This sounds amazing, but believe me, there is far more to discover, and one of the most important warehouse investments you should make is digital twin.
True value comes from comprehensive visibility.
Let’s integrate your systems so production, purchasing, and quality teams can make data-driven decisions.
How to Turn Warehouses Into Strategic Advantage With Digital Twins
Digital twins represent the next frontier in warehouse optimization. These virtual replicas of physical warehouse operations enable manufacturers to test changes before implementing them, avoiding expensive mistakes and identifying improvements that might otherwise remain hidden.
There are numerous implementations.
Facing a capital decision over $1M? Digital twin can validate ROI
Planning major layout changes? Test configurations virtually first with Digital Twin
Uncertain about peak season capacity? Stress-test before it happens
Comparing multiple automation vendors? Simulate each system with real data
Need to justify investment to finance team? Digital twin provides proof
The concept extends beyond simple simulation. A true warehouse digital twin creates a dynamic, data-rich virtual model that mirrors actual operations in real time. Every order, inventory unit, forklift, and worker exists as a virtual agent that behaves according to real-world business logic and constraints. This precision allows manufacturers to run experiments that would be impossible or prohibitively expensive in physical space.
Consider the challenge of adding automation to an existing facility.
A manufacturer might evaluate robotic picking systems from multiple vendors, each claiming superior performance and return on investment. Traditional planning relies on vendor specifications and static analysis.
A digital twin enables actual testing of different systems within the virtual warehouse, processing real order data through each proposed configuration. The manufacturer can compare throughput, identify bottlenecks, and validate vendor claims before spending millions on equipment.
Layout decisions benefit similarly.
Should high-velocity items sit near shipping docks or closer to receiving?
Would zone picking outperform wave picking for the current order profile
How many packing stations optimize the outbound process?
Digital twins answer these questions through simulation. The manufacturer tests multiple scenarios, measures results across key metrics, and selects the configuration that delivers the best performance.
Capacity planning becomes more reliable with digital twins. Manufacturers can stress-test warehouse operations against projected peak season volumes, identifying breaking points before they occur. If simulations show that the warehouse will fail to meet Black Friday demand, managers have time to adjust staffing levels, reconfigure layouts, or modify processes. This capability reduces the chaos and expense of peak season failures.
The integration challenge matters here. Digital twins require data from warehouse management systems, labor management platforms, and real-time location services. Building these connections takes effort, but the investment pays off through better decision quality across the organization. Operations leaders gain confidence in major investments, technical teams can justify technology expenditures with data, and executives make capital allocation decisions with reduced risk.
Validation separates effective digital twins from expensive toys. The model must accurately reflect reality, or it produces misleading results. Rigorous validation processes run historical data through the digital twin and compare simulated outcomes against actual historical performance. Only when the model matches reality within acceptable margins does it become trustworthy for planning future changes.
How to Implement Warehouse Digital Twin in Manufacturing
Implementation follows a clear path that minimizes risk while building stakeholder confidence. The process begins with focused assessment rather than comprehensive modeling.

Start with a specific, high-impact challenge.
Perhaps outbound shipping consistently runs behind schedule, or inventory accuracy in a particular zone needs improvement. Building a digital twin for this targeted area requires less time and expense than modeling the entire warehouse, yet delivers immediate value by solving a known problem. Success at this scale builds credibility for broader implementation.
Data quality determines everything.
Digital twins need clean, consistent information from operational systems. An initial data audit identifies gaps, inconsistencies, and quality issues that could compromise the model. This step often reveals valuable insights about data management practices that benefit the organization beyond the digital twin project. Establishing clear data quality standards before proceeding prevents problems downstream.
Pilot projects prove the concept.
A focused simulation of one warehouse process, validated against historical performance, demonstrates that the technology works and delivers value. This proof point matters when seeking a budget for full-scale implementation. Finance teams more readily approve investments when they see concrete results from initial efforts.
Scenario design keeps the effort focused.
A powerful simulation tool can generate endless variations and data points, creating analysis paralysis. Working with experienced consultants to define a limited set of business-driven scenarios ensures the project delivers clear answers to strategic questions. Instead of exploring every possibility, the effort addresses specific decisions facing the organization.
Integration complexity varies widely.
Modern warehouse systems often expose APIs that simplify data access, but legacy systems may require custom development. Planning for integration challenges early prevents delays and cost overruns. Organizations with older systems may need additional time or external expertise to extract the required data.
Continuous refinement extends value beyond the initial implementation. As business conditions change, the digital twin can test new scenarios and validate different strategies. This ongoing capability makes the digital twin a living tool rather than a one-time analysis. Regular updates with current data keep the model accurate and useful for evolving decisions.
The investment scales with ambition. A targeted diagnostic project might complete in 6-8 weeks at modest cost, while a comprehensive enterprise-wide digital twin requires months and significant budget. Most manufacturers benefit from starting small and expanding based on results. Early wins fund broader efforts and build organizational support.
Manufacturing in 2025 demands new thinking about old assets. Warehouses, properly equipped and intelligently managed, provide manufacturers with capabilities that offset many current challenges. The technology exists, the business case is clear, and the implementation paths are proven. The question facing manufacturers is not whether to invest in warehouse intelligence, but whether they can afford to wait while competitors pull ahead.
Don’t let your competitors pull ahead.
Let’s build the business case and roadmap for your digital twin implementation.




